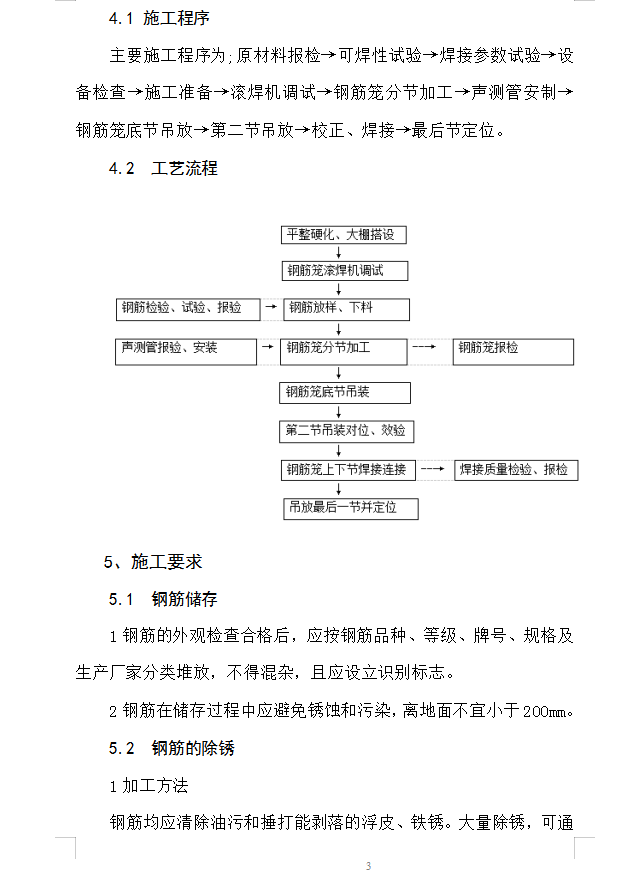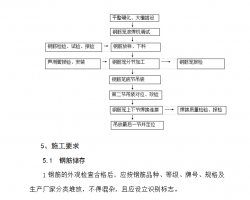
ʩ��Ҫ��
5.1 䓽(ch��)��
1䓽�����^�z��ϸ������(y��ng)��䓽�Ʒ�N���ȼ�(j��)����̖(h��o)��Ҏ(gu��)�����a(ch��n)�S�ҷ��(l��i)�ѷ������û��s���ґ�(y��ng)�O(sh��)���R(sh��)�e��(bi��o)־��
2䓽��ڃ�(ch��)���^(gu��)���Б�(y��ng)�����P�g����Ⱦ���x���治��С��200mm��
5.2 䓽�ij��P
1�ӹ�����
䓽����(y��ng)������ۺʹ����܄���ĸ�Ƥ���F�P���������P����ͨ�^(gu��)䓽�������䓽��{(di��o)ֱ�C(j��)�{(di��o)ֱ�^(gu��)���������������䓽���P���ɲ���늄�(d��ng)���P�C(j��)��ɰ�������P��䓽�ֲ����P�ɲ�ȡ�˹���䓽zˢ��ɰ݆�ȷ����M(j��n)�С�
2ע�����(xi��ng)���|(zh��)��Ҫ��
����P��䓽�����Ї�(y��n)�ص���������c(di��n)�ȡ��т��g����r(sh��)����(y��ng)����(j��)ʹ�û������������з�C���P�E䓽�������ʹ����
5.3 䓽���������
���φξ��ƣ�䓽(y��ng)ƽֱ���o(w��)�ֲ����ۣ���(du��)������䓽(y��ng)�{(di��o)ֱ��ʹ�����{(di��o)ֱ���䓽(y��ng)ƽֱ���o(w��)�ֲ���������ε�̼䓽���治�������@������
5.4 䓽�����
1����ǰ�J(r��n)��ˌ�(du��)䓽�Ҏ(gu��)������(j��)�e���ӹ���(sh��)�����o(w��)�`��������
2䓽������ǰ����(y��ng)����(j��)���ϱ�Ҫ���L(zh��ng)�ȷքe��?c��i)�����䓽��Д��C(j��)�M(j��n)�С���䓽��Д�ǰ���F(xi��n)��䓽����÷۹P�����φΘ�(bi��o)ע�����L(zh��ng)�Ȍ��Д�λ�������@��(bi��o)ӛ���Д��r(sh��)���Д���(bi��o)ӛ��(du��)��(zh��n)���Ќ�䓽�����и�ی����Д���
3��(y��ng)��ͬҎ(gu��)��䓽����(j��)��ͬ�L(zh��ng)�̴������y(t��ng)�I������һ���Ȕ��L(zh��ng)�ϡ����������p�ٶ��^�͓p�����Д��^(gu��)������l(f��)�F(xi��n)���ѡ��s�^���(y��n)�صď��^��������г����Д��䓽��ڲ������R���λ������ȬF(xi��n)����䓽��L(zh��ng)��ƫ���С�ڡ�10mm��
5.5 䓽�ď�������
1�ӹ�����
䓽�ď��ƺ�ĩ�ˏ��^����(y��ng)�����O(sh��)Ӌ(j��)Ҫ��,�����ĩ�ˑ�(y��ng)�����^����(d��ng)���^����ʽ��180��,����ֱ����(y��ng)��������䓽�ֱ�����Ҳ���(y��ng)С�ڹ���ֱ����2.5�������^ƽֱ���ֵ��L(zh��ng)��,����(y��ng)С�ڹ���ֱ����5����
2ע�����(xi��ng)���|(zh��)��Ҫ��
䓽���r(sh��)��(y��ng)���������c(di��n)λ�Ä����������ߴ瑪(y��ng)����(j��)��ͬ�����ǶȺ�䓽�ֱ���۳�䓽���{(di��o)ֱֵ��
5.6 䓽���B�ӽ��^
1������횽�(j��ng)��ԇ�ϸ����C�ύ���䓽��ǰ����횸���(j��)ʩ���l���M(j��n)��ԇ�����_����ˇ����(sh��)��ԇ�Ӕ�(sh��)����(y��ng)�c�z���(y��n)��ÿ����Ӕ�(sh��)��Ҫ����ͬ��ʩ���r(sh��)�������ˆT��(y��n)���(zh��)�й�ˇ����(sh��)��ʩ���T���|(zh��)�z�T��(du��)���C(j��)����(sh��)�����^�|(zh��)���S�C(j��)������_�������^(gu��)�̱O(ji��n)�ص�λ�����ӽ��^�z�y(c��)�ɱO(ji��n)�����̎�Ҋ(ji��n)�C����͙z��
2䓽�ӹ��S늻������ú��lȫ����J502���l��䓽�\������ö�����̼���o(h��)����
3����ӽ��^���O(sh��)��Ҫ���_(k��i)����̎���������c(di��n)�ľ��x����С��10d��ͬһ��䓽�M�����O(sh��)���^��
5.7 䓽�\�ӹ�����
�鱣�C䓽�\�ӹ��|(zh��)�����ӿ�ӹ��ٶȣ��������И���䓽�\����䓽�ӹ��S����䓽�\�L���C(j��)���мӹ���䓽�\�ֹ�(ji��)�L(zh��ng)��һ���9�ף���(ji��)�\�L(zh��ng)�ȸ���(j��)�O(sh��)Ӌ(j��)���L(zh��ng)Ӌ(j��)��_����䓽�\���Ʒ�ӹ�������ɽ�(j��ng)�O(ji��n)���(y��n)�պϸ������ʩ���F(xi��n)��(ch��ng)��
1�������ˌ�䓽�\������^(gu��)�̶����D(zhu��n)�P(p��n)����(y��ng)ģ��A�����Ƅ�(d��ng)���D(zhu��n)�P(p��n)������(y��ng)���в��M(j��n)�й̶���
2��䓽�\��������^�Ⱥ�����һ�������ϣ����Ȧ������B�m(x��)�@��Ȧ�������й���ͬ����ȫ���c(di��n)����Ȼ��ͨ�^(gu��)�̶����D(zhu��n)�P(p��n)���Ƅ�(d��ng)���D(zhu��n)�P(p��n)�D(zhu��n)��(d��ng)���������p�@�������ϣ����÷�����c(di��n)���c�����B���ι����ɂ�(g��)�P(p��n)ͬ�����D(zhu��n)��ʹ�����B�m(x��)���������p�@�����M(j��n)�к�����ͬ�r(sh��)�Ƅ�(d��ng)�P(p��n)�����Ƅ�(d��ng)������?y��n)�L���C(j��)�D(zhu��n)�P(p��n)Ӱ������ܱ��C䓽�\�ײ�����Ȧ�����䓽�\��10cm���g�������˹���䓽�\�ײ��Ӻ�һȦ�������Ӻ��Ĺ���ͬ䓽�\ԭ�й�������Ӻ�������L(zh��ng)�ȡ�10d�����p�L(zh��ng)�Ȳ�С�ڴ���L(zh��ng)�ȣ����p�ĺ�ȡ�0.3d�Ҳ�С��4mm�����ȡ�0.8d��
4�鷽��ʩ���r(sh��)�ɶ�䓽�\���B������픻\��������λ\픶��A(y��)��5Ȧ������䓽�\������ɺ��Д�֮�����_(k��i)�̶��P(p��n)����䓽�\�Ƴ��L���C(j��)�����Ʒ�ӹ��^(q��)��
5���ˌ�䓽�\�ӏ�(qi��ng)��D��Ҫ�����䓽�\��(n��i)�����g�������϶���ÿ2mһ�����㔵(sh��)�������¶���ƽ�����䣬�����ô���2.5m���ӏ�(qi��ng)���c������B�Ӳ���늻�������횺����ι̣�Ҫ���(y��n)����������С�����ß���������
6�ֶκ��䓽���^��(y��ng)��e(cu��)�_(k��i)�����Cͬһ�B�Ӆ^(q��)�εĽ��^��(sh��)�������^(gu��)�����(sh��)��50%�����^�e(cu��)�_(k��i)�g�С��35��䓽�ֱ�����Ҳ���С��50cm��䓽��B�Ӳ��Æ����Ӻ�������L(zh��ng)�ȡ�10d�����p�L(zh��ng)�Ȳ�С�ڴ���L(zh��ng)�������p�ĺ�ȡ�0.3d�Ҳ�С��4mm�����ȡ�0.8d��䓽��ӽ��^�A(y��)������һ��(c��)��ʹ���䓽���S����ͬһ�lֱ������
��(du��)���p����䓽�\��ͬһ��(g��)λ�Ãɸ����(y��ng)�����e(cu��)�_(k��i)1�������ɹ�(ji��)�\������͗l������������͗l�L(zh��ng)�ȡ�10d�����p��ȡ�0.3d�Ҳ�С��4mm�����ȡ�0.8d��ͬ�r(sh��)������^λ��ͬ����һ������Ҳ�����溸���������p��ȡ�0.3d�Ҳ�С��4mm�����ȡ�0.8d��
7䓽�\�O(sh��)�ӏ�(qi��ng)���������b����䓽�\�L(zh��ng)��ÿ��2m�O(sh��)�û������|�K4�K���ؘ�����ֲ����|�K��A�Σ��돽��7.5cm���c����������ͬ��(bi��o)̖(h��o)���A�K���Ĵ�䓽�c����䓽���ι̣��������K�c䓽�\���N���B���ι����_��䓽�\��(du��)�Q(ch��ng)�ژ��ס�䓽�\픶˼��܅^(q��)������D���������ã����b�������|�K�r(sh��)�Ɍ��|�K̎����������|�K�æ�10mm䓽�ӹ̶��ڻ\�������̶��|�K䓽�ɶ�ͬ䓽�\��������Ӻ�������L(zh��ng)�ȡ�10d�����p�L(zh��ng)�Ȳ�С�ڴ���L(zh��ng)�������p�ĺ�ȡ�0.3d�Ҳ�С��4mm�����ȡ�0.8d��