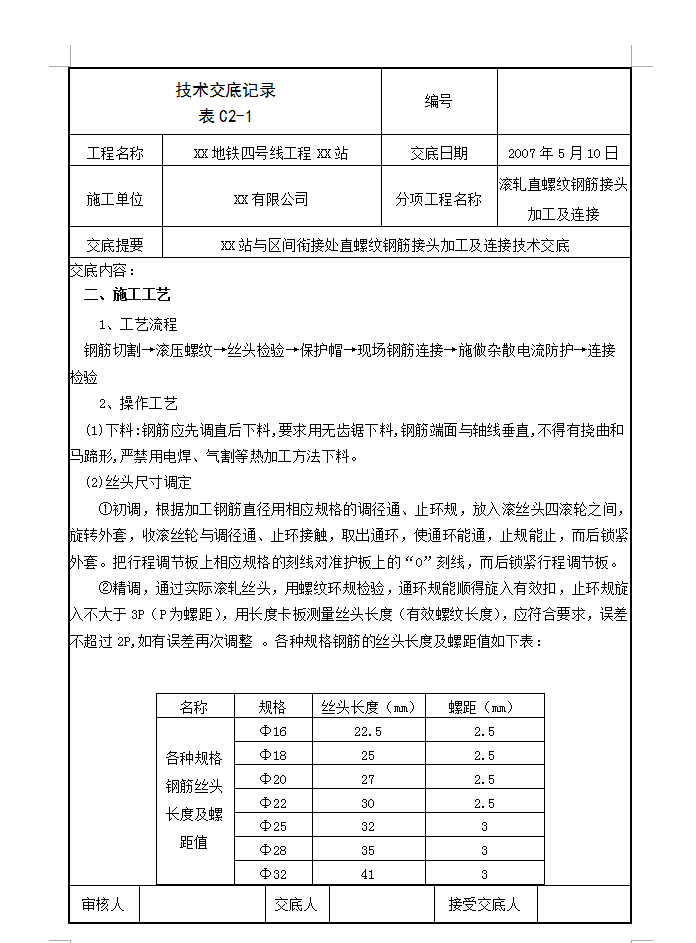
������ˇ:(1)����:䓽���{(di��o)ֱ������,Ҫ���ßo�X�����,䓽�����c�S����ֱ,�����Г������R����,������늺�������ȟ�ӹ��������������(2)�z�^�ߴ��{(di��o)��:�ٳ��{(di��o)���������(j��)�ӹ�䓽�ֱ��������Ҏ(gu��)����{(di��o)��ͨ�����ֹ�h(hu��n)Ҏ(gu��)������L�z�^�ĝL݆֮�g�����D��������՝L�z݆�c�{(di��o)��ͨ��ֹ�h(hu��n)���|������ȡ��ͨ�h(hu��n)��ʹͨ�h(hu��n)��ͨ����ֹҎ(gu��)��ֹ����������i�o��������������г��{(di��o)��(ji��)��������Ҏ(gu��)��Ŀ̾������o���ϵġ�0���̾�����������i�o�г��{(di��o)��(ji��)�塣�ھ��{(di��o)�����ͨ�^���H�L܈�z�^��������ݼy�h(hu��n)Ҏ(gu��)�zͨ�h(hu��n)Ҏ(gu��)��혵�������Ч�����ֹ�h(hu��n)Ҏ(gu��)���벻����3P��P���ݾࣩ����������L�ȿ���y���z�^�L�ȣ���Ч�ݼy�L�ȣ�����������Ҫ������`����^2P,�����`���ٴ��{(di��o)�� �������


 RAR
RAR