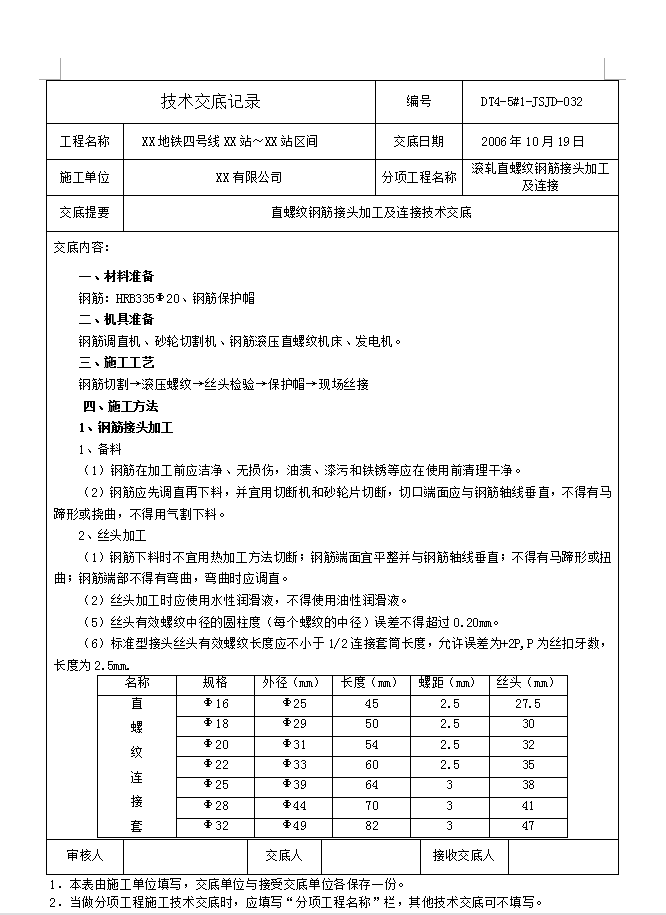
�z�^�ӹ�:��1��䓽����ϕr(sh��)�����ß�ӹ������Д������䓽������ƽ�����c䓽��S����ֱ�������������R���λ�Ť�����䓽�˲������Џ����������r(sh��)��(y��ng)�{(di��o)ֱ��������2���z�^�ӹ��r(sh��)��(y��ng)ʹ��ˮ�ԝ�(r��n)��Һ������ʹ�����ԝ�(r��n)��Һ�������5���z�^��Ч�ݼy�Џ��ĈA���ȣ�ÿ��(g��)�ݼy���Џ����`��ó��^(gu��)0.20mm��������6����(bi��o)��(zh��n)�ͽ��^�z�^��Ч�ݼy�L(zh��ng)�ȑ�(y��ng)��С��1/2�B����Ͳ�L(zh��ng)������������S�`���+2P,P��z������(sh��)��������L(zh��ng)�Ȟ�2.5mm.��7���z�^�ӹ��ꮅ��(j��ng)�z�(y��n)�ϸ��������(y��ng)�������Ͻz�^���o(h��)ñ��Q���B����Ͳ������ֹ�bж䓽�r(sh��)�p�Ľz�^���


 RAR
RAR