����ˇ��(bi��o)��(zh��n)�m������ͨ��䓰塢��\��䓰������P䓰弰�X����L(f��ng)��������
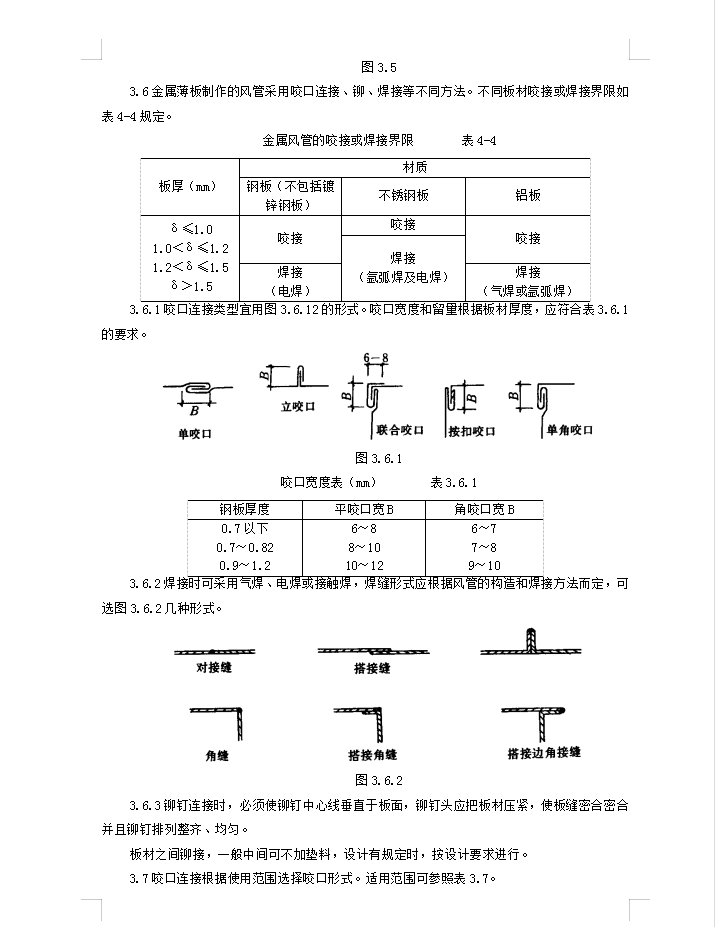
ҧ�ڕr(sh��)��ָ���L݆�o(h��)����С��5cm���ֱ�����(zh��n)����ҧ�ڙC(j��)܉����������(w��n)������
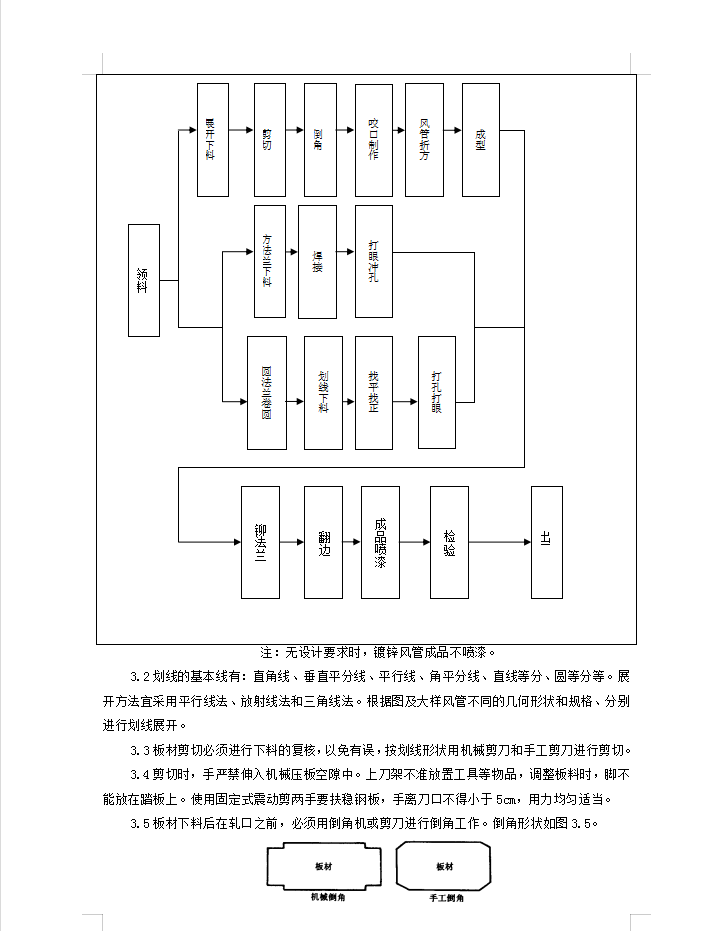
ҧ�ں�İ��ό���(hu��)�õ��۷���(xi��n)�����۷��C(j��)�ϣ�������ģ�����ľ�(xi��n)�������r(sh��)ʹ�C(j��)е�ϵ�Ƭ���ľ�(xi��n)�c��ģ���ľ�(xi��n)�غ����۳�����Ҫ�ĽǶ���
�۷��r(sh��)��(y��ng)������ϲ��c�۷��C(j��)����һ�����x�����ⱻ���D(zhu��n)��䓰������������
�����A�L(f��ng)�ܕr(sh��)����ҧ�ڃɶ��ijɈA������ھ�A�C(j��)��Ȧ�A�����L(f��ng)�܈A��Ҏ(gu��)���m��(d��ng)�{(di��o)��������݁�g���������r(sh��)���ֲ���ֱ������䓰���
�۷����A���䓰��úϿڙC(j��)���ֹ��M(j��n)�кϿp�������r(sh��)�����������������^(gu��)�ء������p�ڴ_��(sh��)ҧ�����o(w��)Û�ѺͰ�ҧ�ڬF(xi��n)����
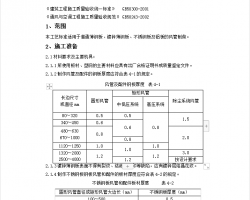
�����L(f��ng)��߅�L(zh��ng)���ڻ����630mm�ͱ����L(f��ng)��߅�L(zh��ng)���ڻ����800mm����ܶ��L(zh��ng)����1200mm���ϕr(sh��)����(y��ng)��ȡ�ӹ̴�ʩ��߅�L(zh��ng)С�ڻ����800mm���L(f��ng)�����˲���������㾀(xi��n)�ķ����ӹ̡�
�����߉��L(f��ng)�ܵĹ����L(zh��ng)�ȴ���1200mm�r(sh��)����(y��ng)���üӹ̿����ʽ�ӹ̡�
�߉��ܵĆ�ҧ�ڿp��(y��ng)�мӏ�(qi��ng)��ʩ��
�L(f��ng)�ܵİ�ĺ�ȴ��ڻ����2mm�r(sh��)���ӹ̴�ʩ�ķ������m��(d��ng)�Ō���
�L(f��ng)���c���m�T��ǰ���M(j��n)�м��g(sh��)�|(zh��)����(f��)�����ϸ���m�����L(f��ng)�������ܶ�����10mm���ҷ�߅�������۷���(xi��n)�c���mƽ�摪(y��ng)��ֱ��Ȼ��ʹ��Һ���T��Q���ք�(d��ng)�A���Q���Tᔌ��L(f��ng)���c���m�T�̣����������ܷ�߅��
��߅��(y��ng)ƽ��������(y��ng)��ס�ݿ����ĽǑ�(y��ng)�Pƽ������(y��ng)���F(xi��n)����������©�L(f��ng)��
�L(f��ng)���cС��������������֧�ܵȣ��B��̎����ͨ����ͨ��֧̎Ҫ��(y��n)�����p϶̎��(y��ng)�����a�����ܷ��z��(y��n)����©�L(f��ng)��ʹ���a������©�r(sh��)�aҺ���S��ˮ����ֹ�w�R�������}��Ҫ���Ʊ�����
�L(f��ng)��?ch��)���������?y��ng)�ڵ͜أ����ڣ�5�棩�ͳ�������(du��)��Ȳ�����80%���ĭh(hu��n)�����M(j��n)��������ǰ��(y��ng)�������҉m���۹��c�P�߲����ָ������r(sh��)��(y��ng)ʹ��Ĥ�����������жѷe��©Ϳ�����y�����ݼ���ɫ��ȱ����
��ͨ䓰��ډ��ڕr(sh��)����ȇ�һ�����P�������Cҧ�p��(n��i)�������P��