






������������I(y��)ָ����
����
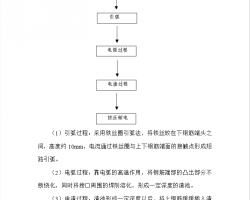
��1��䓽䓽�����坍���o��Ⱦ���P�g���Ѽy��䓽�г��S�ϸ��C��ԇ�������ָ�ˑ��������P�˜ʺ�Ҏ(gu��)����Ҏ(gu��)�������пɺ�����
��2��䓽���^��䓽���^��ƽֱ���Ƀ����������R���Ρ�����������ƽ����Ť�ȇ���׃��������Б���ɰ݆�и�C�и�C����䓽���^200�L��(n��i)���������������{����Ⱦ����Ⱦ��䓽�坍����ܺ�����̎�����䓽�ڮ����M�к�������ֹ̎�����ٴ��P�g��
��3���������˲���HJ431����������Ҫ���г��S�ϸ��C���亸�����ܑ�����GB5293̼������ú��������PҎ(gu��)��������������ڸ���Ď췿��(n��i)��ֹ�ܳ������ܳ��r����ʹ��ǰ��(j��ng)250��3000C�決2h��ʹ���л��յĺ���������������s���������c�º�����Ͼ���ʹ�á�