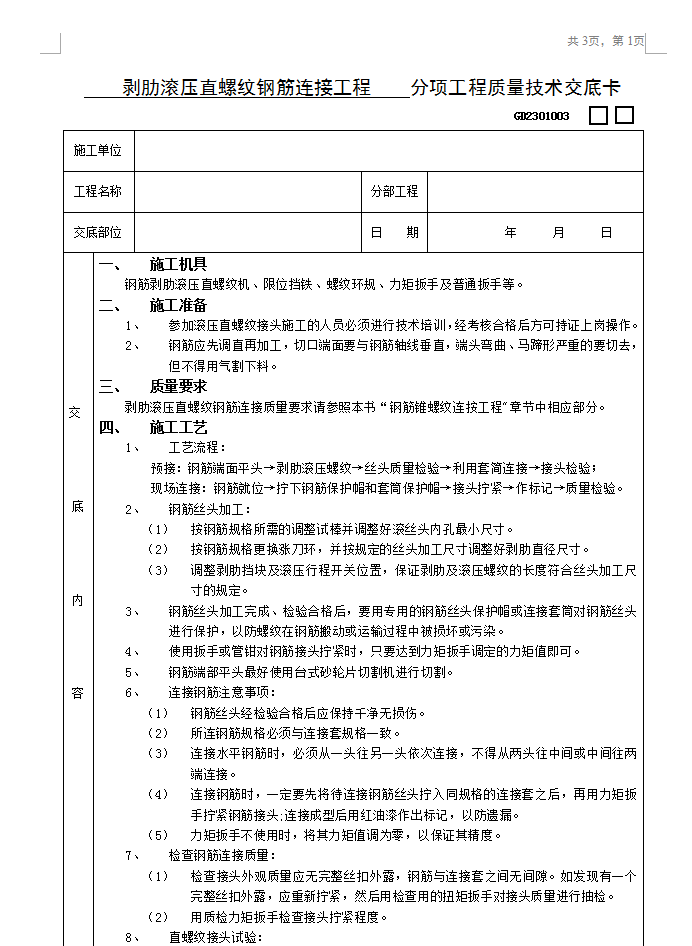
䓽�z�^�ӹ�����1����䓽�Ҏ(gu��)��������{(di��o)��ԇ�����{(di��o)���ÝL�z�^��(n��i)����С�ߴ����������2����䓽�Ҏ(gu��)����Q�q���h(hu��n)����������Ҏ(gu��)���Ľz�^�ӹ��ߴ��{(di��o)���Ä���ֱ���ߴ��������3���{(di��o)�����ߓ��K���L���г��_(k��i)�P(gu��n)λ��������C�����L���ݼy���L(zh��ng)�ȷ��Ͻz�^�ӹ��ߴ��Ҏ(gu��)�������䓽�z�^�ӹ���������z�(y��n)�ϸ�������Ҫ�Ì�(zhu��n)�õ�䓽�z�^���o(h��)ñ���B����Ͳ��(du��)䓽�z�^�M(j��n)�б��o(h��)������Է��ݼy��䓽���(d��ng)���\(y��n)ݔ�^(gu��)���б��p�Ļ���Ⱦ��ʹ�ð��ֻ���Q��(du��)䓽���^�Q�o�r(sh��)����ֻҪ�_(d��)�����ذ����{(di��o)��������ֵ���������䓽�˲�ƽ�^���ʹ���_(t��i)ʽɰ݆Ƭ�и�C(j��)�M(j��n)���и�������B��䓽�ע�����(xi��ng)����1��䓽�z�^��(j��ng)�z�(y��n)�ϸ��(y��ng)����ǧ���o(w��)�p������2�����B䓽�Ҏ(gu��)�����c�B����Ҏ(gu��)��һ�������3���B��ˮƽ䓽�r(sh��)����횏�һ�^����һ�^�����B�����������Ïă��^�����g�����g���ɶ��B�ӡ���4���B��䓽�r(sh��)�������һ��Ҫ�Ȍ����B��䓽�z�^�Q��ͬҎ(gu��)����B����֮����������������ذ���?j��n)Q�o䓽���^;�B�ӳ��ͺ��üt����������(bi��o)ӛ����Է��z©����5�����ذ��ֲ�ʹ�Õr(sh��)������������ֵ�{(di��o)�����������Ա��C�侫�ȡ�


 RAR
RAR