






�h(hu��n)���ضȲ���(y��ng)����5'C�� �՚�������Ȳ���(y��ng)����80%���h(hu��n)���ضȵ���5"C�r(sh��)��ԭ��Ҫ���A(y��)��Ľ��^���ӑ�(y��ng)�����A(y��)�����A(y��)��ض�20~50C��������ȸ���80%�r(sh��)����ǰ��(y��ng)�ÿ��������^(q��)�M(j��n)�к濾�����������ڿ՚��б�¶�r(sh��)�g���˳��^4С�r(sh��)���������I(y��)�r(sh��)�����������M(j��n)���������L(f��ng)�����w���o(h��)���L(f��ng)�ٴ���2m/s�r(sh��)����(y��ng)�O(sh��)���L(f��ng)�����������
1�����f��.....
1.2���ӹ�ˇ�u���������ļ�.............
1.3���õĘ�(bi��o)��(zh��n)��Ҏ(gu��)��...
1.4��ѭԭ�t...
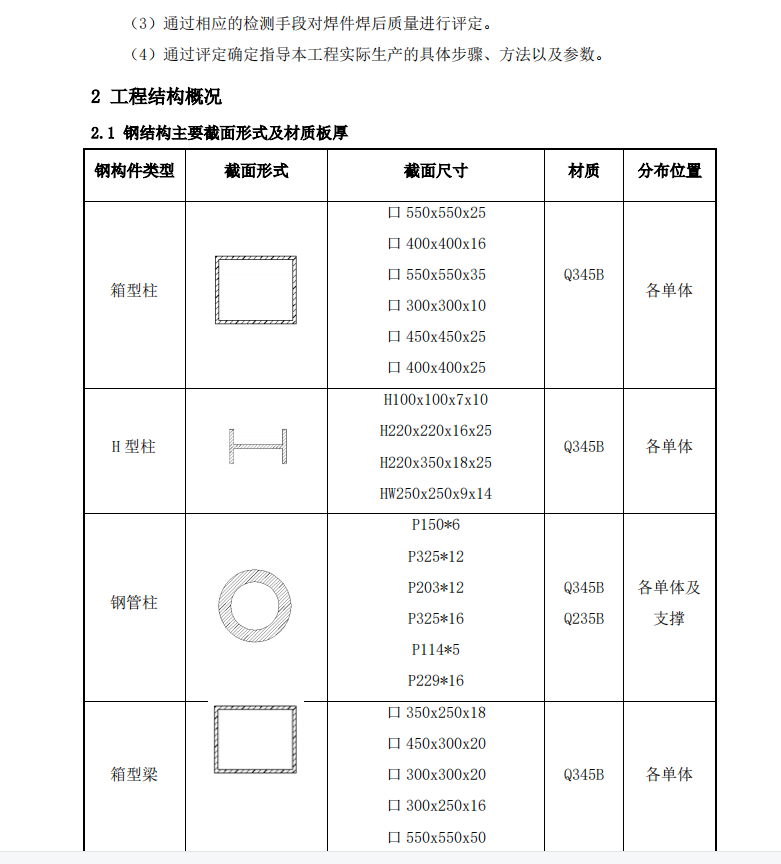
2���̽Y(ji��)��(g��u)�śr.....
2.1䓽Y(ji��)��(g��u)��Ҫ������ʽ�����|(zh��).��................................2
2.2��Ҫ�Y(ji��)��(g��u)䓵���(ji��)�c(di��n)��ʽ: ........
3���ӹ�ˇ�u.......
3.1���ӷ���...
4
3.2���Ӳ���...
3.3����Ҏ(gu��)�����Y(ji��)��(g��u)���ӔM�ú���Ҏ(gu��)��Ҋ��3. .........................5
3.4��Ҫ��ˇ��ʩ...
3.5���p�z�(y��n)...
3.6�����...