






������ˇ ��ˇ���̣��z���O(sh��)�䡢�Դ��䓽���^�Ƃ���x�Ӆ���(sh��)�����b���ӊA�ߺ�䓽�������F�z�� (Ҳ��ʡȥ)�����ź����������b���� ��ԇ������ԇ�����_�����Ӆ���(sh��)��ʩ�������պ�����ж�A�� ���|(zh��)���z��
����������Ĺ�ˇ�^�̣��]���· ��������늻��^�̡� ����^�̡��D����� ,�z���O(sh��)�䡢�Դ���_���S�r̎��������B(t��i)��������ؓ�ɹ����� 䓽���^�Ƃ䣺䓽�b֮ǰ�����Ӳ�λ��늘O�Q�ڽ��|�ģ�150mm�^(q��)��(n��i)��䓽�����ϵ��P�����������s��ȣ���(y��ng)����Ƀ���䓽�˶����Џ�����Ť������(y��ng)���ԳCֱ���г������������N���Cֱ��
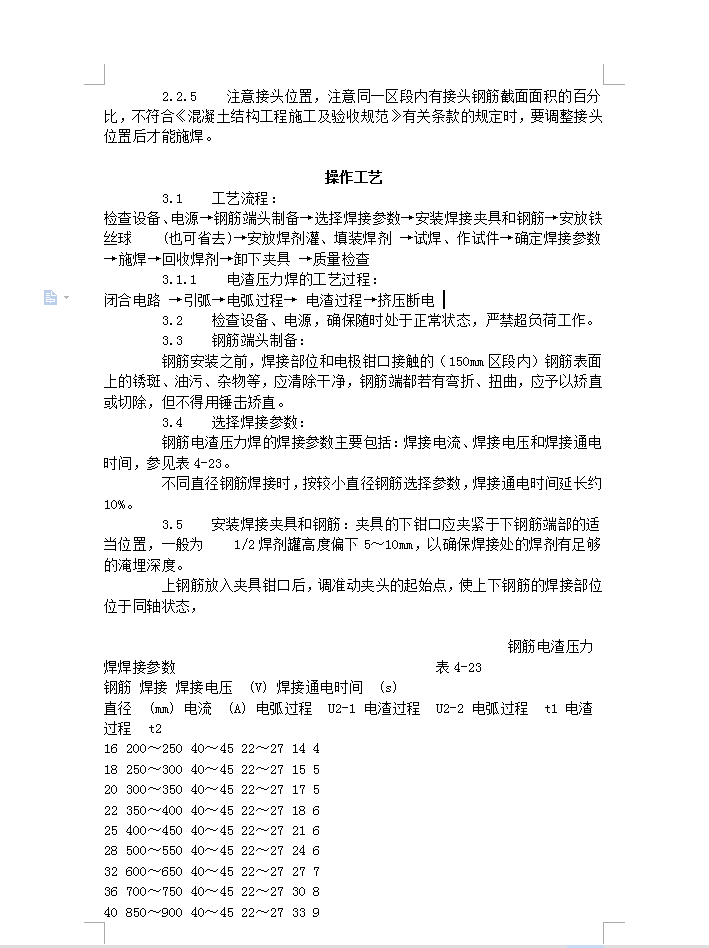
�x�Ӆ���(sh��)��䓽�����������ĺ��Ӆ���(sh��)��Ҫ�������������������늉��ͺ���ͨ늕r�g����Ҋ��4-23����ֱͬ��䓽�ӕr�����^Сֱ��䓽��x��(sh��)������ͨ늕r�g���L�s10%�����b���ӊA�ߺ�䓽�A�ߵ����Q�ڑ�(y��ng)�A�o����䓽�˲����m��λ�ã�һ��� 1/2�����߶�ƫ��5��10mm���Դ_������̎�ĺ���������������ȡ�