��ժҪ�����������܇�g���Ԫ+�F(xi��n)����(ji��)�νMƴ�Ͱ��b�ķ�ʽ�M�����������
���P(gu��n)�I�~���������ʩ�����̣�ʩ�����|(zh��)�����ƣ�����
����һ�����̸śr
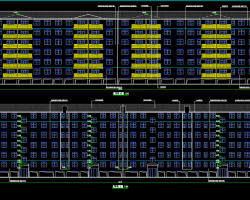
��������λ�ں��ͺ��ؖ|��ͨ���Ͽ���ٹ�·����Փ����2x40�ף���ɿ�Ƚ����B�m(x��)������������B�Ӻ��ͺ������a�ֺ��ؿ羀�Ľ������������v��λ��1.6%�����¼�R3500���Q�������������b�r�ژ���в��O(sh��)��1.625cm�A(y��)����;䓘�M���������@���S�����D(zhu��n)���ɡ�
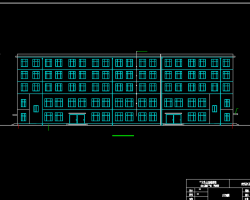
����ȫ��������M����������Ҙ�(g��u)���������η���?q��)?5.5�������挒11.5��������1.8�ף���Ҫ��픰����װ������塢�M������U�����ұ۰�ȽM�ɡ�
��������������������b���w˼·
��������(j��)�F(xi��n)��ʩ���h(hu��n)�������Y(ji��)��(g��u)��ʽ����������M��ȡ“܇�g���Ԫ+�F(xi��n)����(ji��)�νMƴ�Ͱ��b”�ķ�ʽ�M�������������
����1��܇�g���Ԫ����
�������A����Ҫ���픰��Ԫ���M�����Ԫ���װ��Ԫ�������Ԫ���������Ԫ�ȵĺ��ӡ���Ԫ������̎����늻����X�����ᇊͿ�ȹ�����
����2���F(xi��n)����(ji��)�νMƴ��(ji��)�ΰ��b
�������A����Ҫ�����九(ji��)�νM�b�����Ӽ����ᇊͿ�ȹ������������九(ji��)�νM�b�����Ԫж؛�͵��b�D(zhu��n)�\���چη���ăɂ�(c��)�������֧����֧���ϰ��b�ܘ�C��(d��o)���������T��܉���������ڌ�(d��o)���ϲ��Ã��_2-40T�����T�������T�����w������(ji��)�νMƴ�^(q��)��Ͳ��ְ��b�^(q��)��������λ�ò�����䓺��ӽMƴ̥��������̧���ϽMƴ������九(ji��)�Ρ��η�����九(ji��)�ι��փ�݆��ÿ݆�քe�M�b�ɂ����b��(ji��)����
������������(j��)������ʩ�����c��ʩ����Ҫ�M��ʩ���D�������ӹ�ˇ�u�������ȼ��g(sh��)�Y�ϵĜ�(zh��n)�䡣��������켼�g(sh��)�Y����Ҫ������
������1���������(ji��)�΄��ֈD������Ҏ(gu��)�����O(sh��)Ӌ��Ҫ���M�й�(ji��)�΄�����Ȼ���O(ji��n)�����O(sh��)Ӌ�M�Ќ�����
������2��ʩ���D�����Ռ�������(zh��n)��ķֶη����M�����a(ch��n)�D���D(zhu��n)���������D(zhu��n)���ɝM�����a(ch��n)��Ҫ�Ĺ�(ji��)�ο��D�������D������D�����ψD����
������3�����ӹ�ˇ�u������������TB10212-2009���a(ch��n)Ʒ���^��ʽ�M����ˇ�u������������O(ji��n)�팏����
������4�������ʩ���M���O(sh��)Ӌ
������5����������Ԫ������ˇ
������6���������λ�M�b��ˇ
������������(j��)�D��Ҫ����
���ι������w�����õ�䓲Ğ�Q345D,����(j��)�O(sh��)Ӌ�D������Ҫ�����������Ʋ��Ͻy(t��ng)Ӌ������y(t��ng)Ӌ�r��ֿ��]���ϵ��ײ�����������������ͬ�rҪ����Ҏ(gu��)��M��Ҫ�������ϵ��������e�O�M���ˆT�M�в����M����չ������z��䓲ĵ����^�ߴ�ƫ���Ƿ������S����֮��(n��i)�����z�ϸ�IJ����������ڲ��ϸ�IJ�����������(bi��o)�R����ֹ���ϸ�����M�������h(hu��n)��(ji��)��
������������������ֶ�
�������v��ֶθ���(j��)��·�\ݔҪ�Y(ji��)��(g��u)���������c���ڲ���׃ԭ�O(sh��)Ӌ�Y(ji��)��(g��u)�Ļ��A(ch��)�������ֶ�λ���M�����{(di��o)�������L�˹�(ji��)���L���������ֹ�(ji��)���M���˺ϲ���ȫ�����҃ɷ��v����քe�ֳ�4�����b��(ji��)����
�������M��ֶξC�ϵ�·�\ݔҎ(gu��)����䓰幩��������(bi��o)��(zh��n)��Ҫ�������ÿ��������(ji��)���ڙM��քe�ֳ�픰��Ԫ���M�����Ԫ���װ��Ԫ�������Ԫ�͑ұ۰�ȽM�ɡ�
������������Ԫ����
������4�����ڹ�ˇҪ�����ЙC�ӹ��Ě���㲿������ߴ�ƫ��ɰ���ˇ���g(sh��)�ļ���D����ע���ijߴ��(zh��)�������߲�����ٹ���±0.5mm��
�����װ��Ԫ��Ҫ�ɵװ��U�߽M��
�����鱣�CU��80%�����װ��Ԫ���ӕr���茢��׃��̥�܃Aб20����ʹ��׃�ɴ��κ�λ����
������5���װ��Ԫ����
�������ӷ��������Ì�о���z������̼���w���o��������
������������Ⱥ����gU���ߵĺ��p��Ȼ�Q���Ӄɂ�(c��)U�ߵĺ��p�����ӕr����ĺ��p���g���ɂ�(c��)���Qʩ�������D��
������6������̖������ꮅ����(j��ng)�C��̎�������ԙM���������(zh��n)�������и�װ���һ����Ҫ��ߴ磨L-4*n���������D��Ҫ���и���¿ڡ�
������7������̎�������Ԫ�ߴ�ͺ��p�|(zh��)�����z��ϸ���D(zhu��n)����ɰͿ�b����Ϳ�b�wϵҪ���M�б���̎����늻����X����ɳ�ĩ��������������������ᇊͿ��
����ע�⣺���Ӳ�λ�ɂ�(c��)����A(y��)������50mm����Ϳ�����������¿��M�б��o��
����������픰��Ԫ����
������1��픰��Ԫ�Y(ji��)��(g��u)�c�װ��Ԫ���������픰��U��(��ӄ���)�M�������D��
������2�������������̣����ϼ�����→픰��(n��i)���漰U�߃�(n��i)����̎��→U�߸��w�^(q��)��Ϳ/ˢ�o�C���\����→픰��Ԫ�M�b→����→У��→����̖��→����̎��
������3������������Ҫ��Ո��Ҋ“�װ��Ԫ����”���P(gu��n)��(n��i)�ݣ���̎����������
���������������Ԫ����
������1�������Ԫ�ɸ���ͼӄ��߽M�����Y(ji��)��(g��u)�c�����ұ�λ�õ�픰��Ԫ�������
������2���������̣�����→�M�b→����→У��→����̖��_�¿�→��ɰ→������¶��늻����X→Ϳ�b
������3������������Ҫ��Ո��Ҋ“�װ��Ԫ����”���P(gu��n)��(n��i)�ݣ���̎����������
�������ģ��M�����Ԫ����
������1���M�����Ԫ��Ҫ�əM���塢�˿�Ȧ��ˮƽ�ӄ��ߺ��Q��ӄ��߽M�� ��
�������壩�M����M�b
�������M�������ƽ�_����Ȼ���ԙM�������Ğ����(zh��n)�������M�bˮƽ���Q��ӄ��ߡ��M�b�r�������gλ��������ɶ��c���̶������ӷ��������Ì�о���z������̼���w���o�����ӡ���������Ⱥ��˿ӏ�Ȧ�c�M������N�Ǻ��p���ٺ��˿ӏ�Ȧ���Ӻ��p��Ȼ���Q��ӄ����N�Ǻ��p���ٺ��Q�����cˮƽ�ߵ��N�Ǻ��p�����ˮƽ�ӄ����c�M�����N�_���p�����ӕrע�⌦�Qʩ�����L���p������g���ɂ�(c��)���Qʩ���������ꮅ���z�����γߴ缰���p���^�|(zh��)������(j��ng)�z��ϸ�����D(zhu��n)��Ϳ�b��������Ϳ�b�wϵҪ���M�����ᇊͿ��
�����������������(ji��)�νMƴ
������1����������Ԫ�\ݔ���F(xi��n)����������5T늄Ӻ��J�����D(zhu��n)�����M�b̥������Ȼ�����“���b��”����̥�ܞ���̥�����յװ�→�M����→�����Ԫ→�ұۙM����→픰��Ԫ������M�нM�b�ͺ��ӡ�
������2���M�b��λ�װ��Ԫ���Ԙ����ľ������(zh��n)���M�b���g��λ�װ��Ԫ���M�b�r���豣�C�װ��Ԫ�v�����c�����ľ��غ����M�b����װ��Ԫ���Ԙ����ľ������(zh��n)������ȫվ�x�ų�����װ��Ԫ�����ľ���Ȼ���սM�b��λ�װ��Ԫ�ķ��������g�����M�нM�b���M�b�M�����Ԫ������ȫվ�x������Փλ�Ä����M����İ��bλ���������������ڌ��M�����{(di��o)������ֱ��B(t��i)���M�b�����Ԫ������ȫվ�x�������M�и��嶨λ���M�b�ұۙM���壺���ՙM�����λ�ýM�b�ұ۰���
������3���M�b픰壺����ȫվ�x�ų���λ픰����ľ���Ȼ���սM�b�װ�ķ�ʽ�����g�M�b픰��Ԫ���M�b߅���ұ۰���b壺
������4���鱣�C�M�b���ȣ��p�ٙM����ۿ����������װ��Ԫ��픰��Ԫ���M�����Ԫ������ȫվ�x�M�ІΪ���λ��������װ��Ԫ�v�����c��λ���O(sh��)�õĿv��λ�þ���횱����غ���
������5����_��ʩ���M�����F(xi��n)��ɢƴ�r��ȡ�����g�����ɶ������M�й�(ji��)�νMƴ������M�нM�b�ͺ�����
�������ߣ��������(ji��)�κ��Ӽ��z��
������1�����ӷ��������Ì�о��ˎо���z������̼���w���o���M�к���
������2����������Ⱥ��әM�����c�ӄ��ߵ��N�_���p���ٺ��әM�����c����ס�������N�_���p��Ȼ�ӵװ匦�Ӻ��p���ٺ��Ӹ����c����װ���B�Ӻ��p�����픰匦�Ӻ��p�������L���p�rע�⌦��λ���Qʩ����
������3�����әz�飺����Ҏ(gu��)�����O(sh��)ӋҪ���M�к��p���^�|(zh��)���̓�(n��i)���|(zh��)���z��������Ҫ������P(gu��n)�z��ӛ䛣������ϸ�ĵط����շ������P(gu��n)Ҏ(gu��)���M�к��p������
�������ˣ��������(ji��)�ΰ��b
���������Y(ji��)���Z
���������ʩ������܇�g���Ԫ�ӬF(xi��n)����(ji��)�νMƴ�Ͱ��b�ķ�ʽ������Ч�Ĺ�(ji��)�s������������ؔ����